
一、引言
目前,用于防护服的大多数材料都是由高强度纤维制成,如凯夫拉、斯佩克特拉或这些纤维与橡胶的复合材料。抗切割性是这些材料最重要的性能之一。然而,关于切割性能的研究较少,文献中关于切割的力学行为和机制的研究也寥寥无几。研究人员曾报告了三种高强度纱线在切割过程中的应力 - 应变关系和变形情况。
目前,有三种标准用于评估织物的抗切割性:ASTM F1790-04、ISO 13997 和 CEN 388。在 ASTM F1790-04 标准和 ISO 13997 标准中,材料的抗切割性表示为使直刀片滑动切割样品所需的切割力,刀片行程为 20 mm。在 CEN 388 测试方法中,织物的抗切割性通过一个指数来评估,该指数是切割织物所需的刀片循环次数与切割参考棉织物所需的平均循环次数的比值。然而,所有这些方法确定的抗切割性都依赖于样品的厚度,并且无法提供定量的材料属性。一些研究尝试在无摩擦条件下测量某些橡胶和聚乙烯片的切割能量。ISO 13997 和 ASTM F1790-04 标准测试方法基于测量在恒定施加的法向力作用下,直刀片水平滑动切割材料的距离。材料在存在法向力和锋利物体滑动运动时的抗切割性强烈依赖于摩擦系数。摩擦系数的增加可能会增强或降低抗切割性,这取决于材料的厚度、杨氏模量和微观结构。切割传播所需的总能量强烈依赖于两个组成部分:一是材料对刀片两侧施加的握持力所耗散的能量;二是刀尖处的基本切割能量。这两种能量对材料的抗切割性有相反的影响。材料对刀片两侧的握持力所耗散的摩擦能量增加,会增加抗切割性。相反,刀片边缘的摩擦力增加会降低抗切割性,这由 ASTM F1790-04 和国际标准 ISO 13997 确定。因此,摩擦系数的增加会同时增加这两种能量,并可能对切割性能产生两种相反的影响。在施加的法向载荷下,当刀片穿透样品时,接触层的剪切应力 s 必须克服材料的分子内聚力和由于材料的粘弹性行为产生的滞后摩擦力,以及样品对刀片两侧施加的弹性接触力。因此,涉及两个摩擦过程:一个是整个系统由于材料在滑动刀片两侧的压缩和施加的法向载荷而产生的宏观摩擦;另一个是与刀尖处的切割相关的滑动摩擦。由于施加的法向力,刀尖附近的压强非常高,但刀尖直径通常非常小,约为 0.1 μm。因此,摩擦力也很小。然而,由于摩擦在刀片侧面耗散的能量远高于切割材料本身所需的能量。在微观尺度上,滑动摩擦力通常与粘附和滞后摩擦的贡献有关。粘附摩擦是由于接触表面上分子相互作用形成的粘附连接的形成和断裂。滞后摩擦是材料的内部摩擦,它源于表面微观凸起在循环变形过程中能量的耗散,取决于橡胶的粘弹性特性。具有很低模量和大弹性变形的橡胶足够柔软,能够与粗糙的硬表面紧密接触。在滑动过程中,橡胶的分子链与基底形成局部连接,这些键被拉伸然后断裂并松弛,然后在其他地方形成新的连接。在低速下,接触区域的橡胶会变形,以完全跟随短波长表面粗糙度轮廓。粘附摩擦导致的剪切分子连接不仅取决于分子的相对移动性,还取决于这种运动的方向。研究表明,尽管结晶影响粘附摩擦,但不会改变变形分量。分子链的方向性增加会增加剪切应力。当基底非常光滑且干净时,摩擦机制仅由于界面处的分子粘附。在正常的干滑动情况下,对于聚合物,粘附分量与滞后分量的比值在 5 - 15 之间,对于橡胶为 2。
二、实验
2.1 切割测试装置
按照国际标准 ISO 13997 制作并改装了相同的装置。图1是切割测试实验装置的示意图。该方法主要包括使刀片在薄样品上滑动,并确定刀片穿透材料时的位移。该装置经过改装,可同时测量施加的法向载荷和刀片滑动运动产生的切向力。刀片由美国 Superior Electric 公司(康涅狄格州布里斯托尔)生产的步进电机驱动,型号为 M091-FC09,允许在 1 - 500 mm/min 的不同速度下进行测试。刀片为美国安全剃须刀公司生产的 GRU GRU 型,型号为 88-0121;刀片由高碳钢制成,经过热处理,硬度为 78 - 80 HRC。刀片尺寸为长 70 mm、宽 18 mm、厚(1.0 ± 0.5)mm;刀刃宽度沿直线边缘为(2.5 ± 0.2)mm,顶角 2α 在 32° - 40° 之间,两个锋利边缘的夹角为 22°。图2展示了刀片的几何形状。这种刀片用于 ISO 和 ASTM 切割测试标准。
展开全文进行切割测试时,通过一个杠杆式臂从底部向上对样品材料施加载荷,该杠杆臂到支点的距离比为 1:2。为了避免样品表面与刀片之间的对齐问题,样品夹具的上表面呈曲面,半径为 38 mm。在待测样品下方安装了一层窄铝箔,并将其连接到装置框架上。当刀片穿透材料并与铝箔接触时,会触发电子电路自动停止测试。Transducer Techniques 公司生产的型号为 MLP-50 的荷重传感器,最大量程为 50 磅,安装在样品夹具底部,可精确测量施加在材料上的载荷。安装在样品夹具两侧的应变片可测量测试过程中产生的切向力。刀片位移通过 Trans-Tek 公司生产的型号为 246-000 的直流 - 直流位移传感器测量。一个控制单元用于控制速度并停止实验,以及一个数据采集和数据处理单元,完成了整个系统。
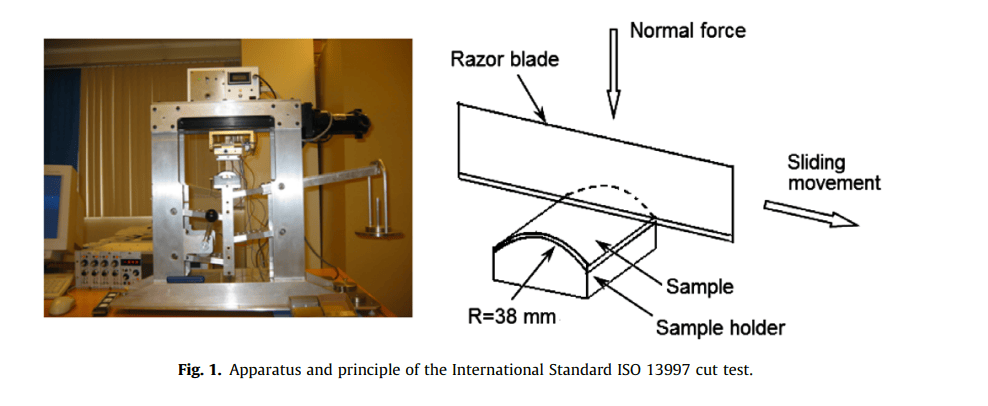
图1. 切割测试实验装置的示意图
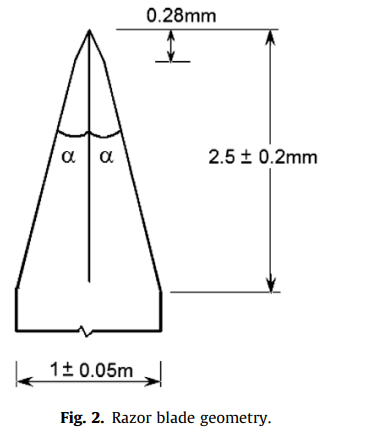
图2. 刀片的几何形状

东莞市富临塑胶原料有限公司是 TRANS-TEK 中国代理商,为中国客户提供 LVDT线性/角位移传感器及线性速度传感器。
三、材料
本研究使用了不同厚度的各种防护材料。氯丁橡胶(polychloroprene)板材有三种厚度:0.4 mm、0.79 mm 和 1.52 mm,由 Fairprene Industrial Products 提供。这种材料被用作 ISO 13997 标准推荐的校准材料,用于控制刀片的切割边缘的锋利度。丁腈样品是从 Sol-Vex 手套(型号 37-165)上切割下来的。天然橡胶样品是从 Sandstrahler 手套(型号 574)上切割下来的。0.34 mm 厚的机织凯夫拉织物和 0.53 mm 厚的机织斯佩克特拉织物的纱线由连续无捻丝组成,其截面呈矩形。0.64 mm 厚的机织凯夫拉织物的纱线是扭曲丝纱线,棉织物的纱线是短纤维纺纱。机织凯夫拉织物由杜邦公司提供。机织斯佩克特拉织物由霍尼韦尔公司提供。棉织物由法国纺织研究所提供。天然橡胶涂层的针织凯夫拉复合材料样品是从 Skinny Dip 凯夫拉手套(型号 4811)上切割下来的。针织斯佩克特拉是从 D-Flex 手套(型号 8127)上切割下来的。这些织物的特性如表1所示。
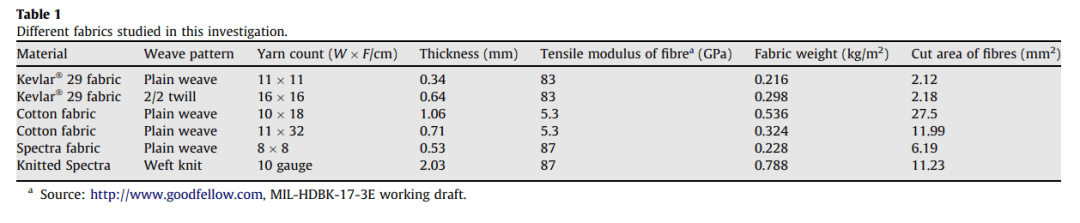
表1.本研究中研究的不同织物的特性
四、结果与讨论
图3显示了一个典型的切割测试示例,即在施加 5 N 法向载荷下,对 1.57 mm 厚的氯丁橡胶样品进行切割时的切向力与刀片位移的关系。可以看出,该力随着刀片位移的增加而持续增大,并在切割过程中达到最大值。刀片位移的终点对应于刀片到达样品下表面并与下方的导电箔接触的时刻。切向力与刀片位移曲线下的面积表示切向力的总能量(滑动能量)。与法向力消耗的能量(5 N × 1.57 mm = 7.85 mJ)相比,滑动能量要大得多,是切割样品所需的核心能量。
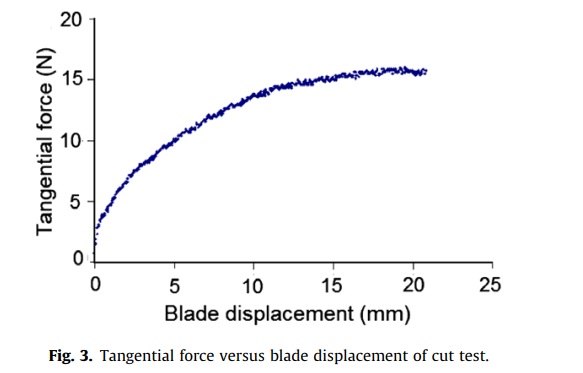
图3. 切割测试示例:切向力与刀片位移的关系
图4和图5展示了不同厚度的氯丁橡胶、丁腈和天然橡胶样品的施加法向载荷与最大水平摩擦力之间的关系。结果表明,最大水平力与施加的法向载荷呈线性关系。表示这种关系的线性方程为:
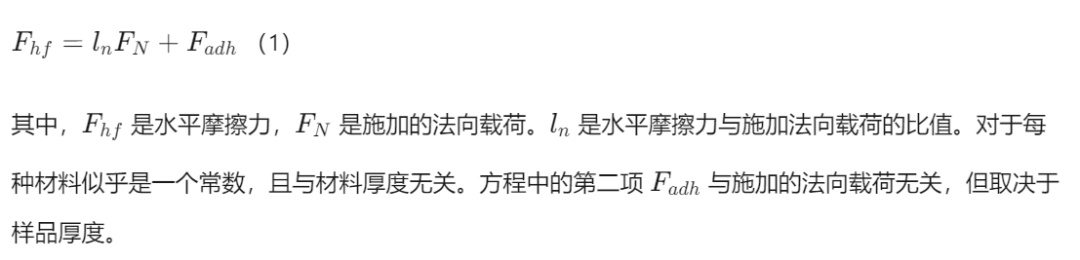

图4. 氯丁橡胶样品的施加法向载荷与最大水平摩擦力的关系
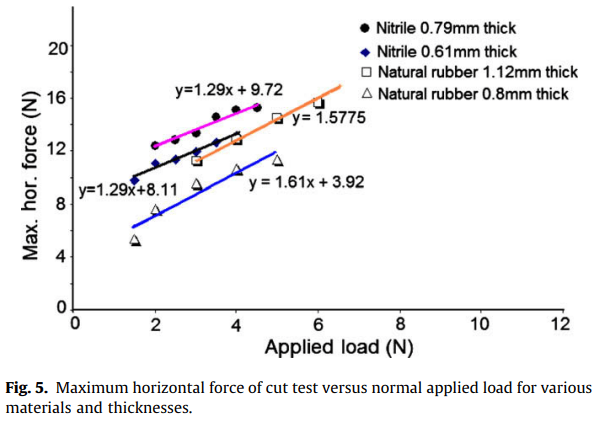
图5. 不同材料和厚度的施加法向载荷与最大水平摩擦力的关系
为了估算由于握持产生的摩擦力,在切割样品时,刀片的滑动运动没有在刀片到达样品下表面时停止(切断了电子停止电路)。相反,刀片的滑动运动继续进行,仅产生摩擦效应。在这种情况下,当刀片完全穿透样品厚度并到达样品下表面时,刀片的滑动运动继续进行,而样品的垂直运动被阻止,施加在样品上的法向载荷变为零。这种实验的切向力如图6所示。在刀片穿透过程中,水平摩擦力随着滑动距离的增加而逐渐增大,达到最大值,对应于刀片完全穿透的时刻(图6中的 0A 段)。该最大值之后的信号(图6中的 AB 段)仅表示由于握持产生的摩擦力,因为法向载荷为零。样品与刀片之间的接触面积不变(因为垂直位移被阻止),水平摩擦力几乎保持恒定。因此,由于法向载荷产生的水平摩擦力等于点 A 处的水平摩擦力值减去点 B 处的水平摩擦力值。表2和图7显示了在三种施加的法向载荷下,1.57 mm 厚的氯丁橡胶样品所涉及的这些平均水平摩擦力值。可以看出,样品对刀片侧面施加的由于侧向握持产生的摩擦力与施加的法向载荷无关,而由于施加的法向载荷产生的摩擦力则随该载荷线性变化。由于由于侧向握持产生的水平摩擦力远大于与法向载荷相关的摩擦力,因此切割所需的能量主要取决于材料与刀片侧面之间的界面粘附。后者因此取决于接触面积,如图4和图5所示。
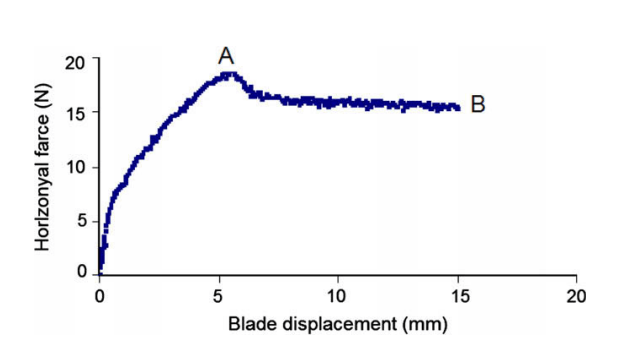
图6. 刀片穿透后继续滑动的切向力变化
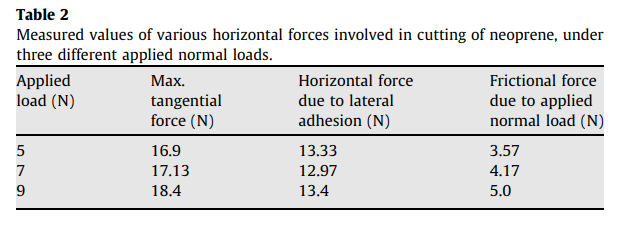
表2 在三种不同施加的法向载荷下,切割氯丁橡胶时所涉及的各种水平力的测量值

图7. 在三种施加的法向载荷下,1.57 mm 厚的氯丁橡胶样品的水平摩擦力
在切割过程中任意时刻的垂直方向合力平衡可得到以下表达式:

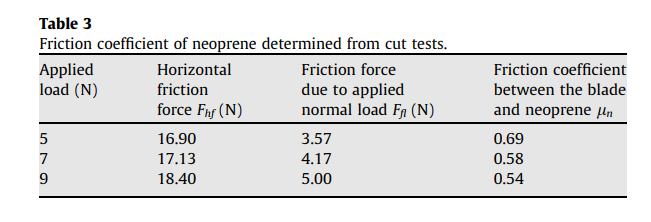
表3.氯丁橡胶的摩擦系数测量值
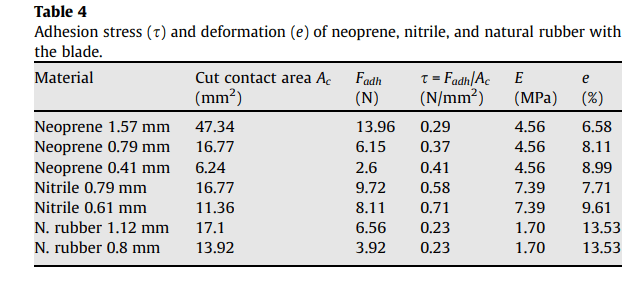
表4.刀片与三种弹性体之间的分子粘附力
图9和图10展示了不同织物的最大水平力与施加的法向载荷之间的关系。对于棉织物,由于其较低的剪切强度和较低的材料固有强度,其抗切割性主要依赖于界面粘附摩擦。对于凯夫拉织物,其较高的粘附力和适中的摩擦系数使其具有较高的抗切割性。斯佩克特拉织物的粘附力较低,但其材料固有强度较高,因此其抗切割性主要依赖于材料的固有强度。
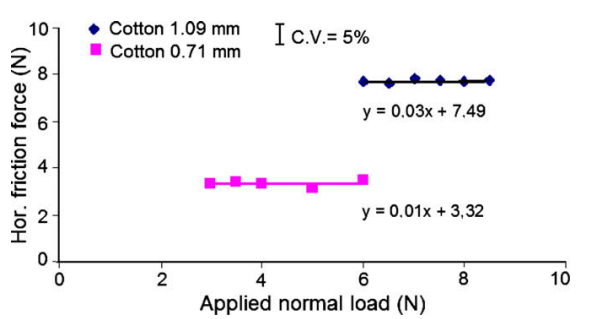
图9. 两种机织棉织物的最大水平力与施加的法向载荷的关系
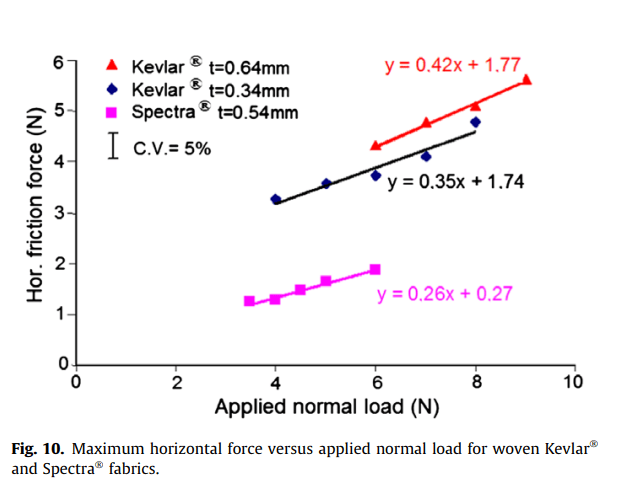
图10. 两种机织凯夫拉和斯佩克特拉织物的最大水平力与施加的法向载荷的关系
图11比较了不同织物的抗切割性。可以看出,斯佩克特拉织物由于其较高的固有强度,表现出较高的抗切割性,而棉织物由于其较低的固有强度和较高的粘附力,表现出较低的抗切割性。凯夫拉织物则介于两者之间,其较高的粘附力和适中的摩擦系数使其具有较好的抗切割性能
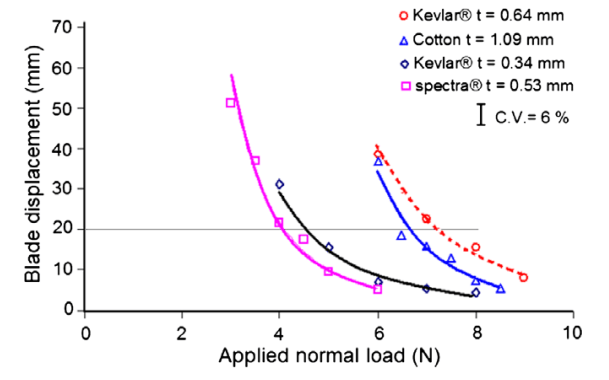
图11. 不同织物的抗切割性比较
图12和图13展示了针织斯佩克特拉手套的抗切割性。针织斯佩克特拉手套表现出非常高的抗切割性,需要较高的施加载荷才能切割。这主要是由于其较低的粘附力和较低的摩擦系数,使得在相同的法向载荷下,需要更高的载荷才能达到足够的剪切应力来切割材料。
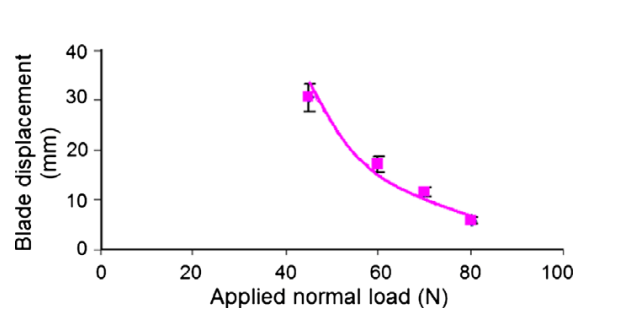
图12. 针织斯佩克特拉手套的抗切割性
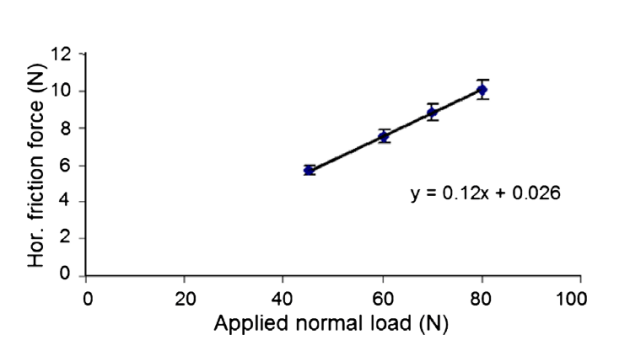
图13. 针织斯佩克特拉的粘附力和摩擦系数
五、结论
在切割过程中,水平摩擦力由两部分贡献:一是由于施加的法向载荷产生的摩擦力;二是材料对刀片侧面施加的握持力产生的摩擦力。握持力由材料与刀片界面处的分子粘附产生,与施加的法向载荷无关。它与切割表面的横截面积和材料的杨氏模量成正比。增加粘附力可以提高材料的抗切割性。而由于施加的法向载荷产生的水平摩擦力与施加载荷成正比。水平摩擦力与施加载荷的线性关系的斜率,即材料的摩擦系数,似乎与样品厚度无关,是一个材料属性。这个参数反映了在刀片尖端处,由摩擦产生的剪切应力在施加载荷下切割材料时的有效性。因此,增加摩擦系数可能会降低抗切割性。在大多数切割防护材料的情况下,由于握持产生的粘附力远大于由于施加的法向载荷产生的摩擦力。已经提出了一个理论模型来计算水平摩擦力、粘附力和摩擦系数。材料 - 刀片接触表面处粘附键的平均剪切强度取决于材料的杨氏模量和滞后耗散能力。理论计算已经得到验证,并与实验值一致。
东莞市富临塑胶原料有限公司是 TRANS-TEK 中国代理商,采购 超TRANS-TEK 产品请立即联系我们。

)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)