
一、冬季化学原料解冻痛点:不止是 “融化”,更是安全与效率的考验
冬季气温骤降(尤其北方地区低至 - 20℃以下),桶装化学原料(如树脂、润滑油、化工助剂、农药中间体等)极易凝固结块、粘度骤升,直接引发系列生产难题:
- 原料浪费:传统明火加热、蒸汽直烘易导致局部过热,造成树脂碳化、药剂变性,原料损耗率高达 5%-10%;
- 生产停滞:凝固原料无法顺利卸料、输送,单桶解冻耗时超 8 小时,严重拖累生产节拍;
- 安全隐患:低温下原料流动性差,人工倾倒易泄漏;非专业加热设备存在超温、爆炸风险,不符合化工行业防爆要求;
- 品质波动:加热不均导致原料局部未融、局部变质,后续混合反应不充分,产品批次稳定性下降。
而专用油桶烘箱通过精准控温、均匀加热、安全防护设计,成为解决冬季化学原料解冻难题的核心装备,其中南京一华与江苏亨迪凭借技术积淀,成为行业标杆之选。
二、标杆企业方案:南京一华 + 江苏亨迪,精准适配化学原料解冻需求
作为国内干燥加热设备领军企业,南京一华与江苏亨迪针对化学原料特性(腐蚀性、易燃易爆、热敏性),推出定制化油桶烘箱解决方案,覆盖从实验室小批量到工厂规模化生产的全场景。
(一)南京一华智能装备:智能防潮防冻标杆,高端化工首选
- 核心定位:专注医药 / 精细化工领域,主打 “智能控温 + 防潮防腐 + 数据追溯”,适配高端化学原料解冻需求;
- 核心产品:YH-YT 系列化学原料专用油桶烘箱(单桶 / 多桶组合式、台车式);
- 技术优势(化学原料适配亮点):
- 极致均匀加热:搭载自适应风道调节系统 + 多区域独立控温技术,箱内各点温差≤±1.0℃,避免局部过热导致原料变性,200L 油桶解冻周期缩至 3 小时,较传统设备效率提升 60%;
- 防潮防腐双保障:内置独立除湿模块,可将箱内湿度快速降至 40% 以下,杜绝原料受潮发霉;内胆采用 316L 不锈钢 + 纳米防腐涂层,IP65 防护等级,耐化学原料腐蚀,无卫生死角易清洁;
- 智能安全可控:PLC 智能控制系统支持温湿度联动调控,预设 100 + 原料解冻曲线(如树脂 20-25℃、润滑油 50-70℃),实时显示温度分布热力图,异常自动报警;支持与 MES 系统对接,数据可存储追溯,满足 GMP/FDA 合规要求;
- 灵活定制适配:支持 1-12 桶灵活组合,可定制防爆型(符合 GB 3836.1 标准)、负压密闭型,适配易燃易爆、易挥发化学原料;长三角 24 小时上门服务,提供来料试验、工艺调试一站式支持;
- 典型应用:扬子江药业、南京医药等企业的环氧树脂、医药中间体冬季解冻,原料纯度保留率≥98%,设备年故障率≤1%。
(二)江苏亨迪干燥混合设备:批量生产优选,均匀性行业领先
- 核心定位:高均匀性防潮防冻专家,主打 “高效批量处理 + 节能耐用 + 连续生产”,适配化工 / 涂料行业规模化需求;
- 核心产品:HD-YT 系列批量型油桶烘箱(8-16 桶台车式、轨道式);
- 技术优势(化学原料适配亮点):
- 行业顶尖均匀度:采用 CFD 流体仿真优化的双风道对称循环系统,搭配 5-8 个高精度铂电阻传感器,温度均匀度实测≤±1.2℃,优于行业平均水平 60%,确保多桶原料解冻效果一致,适配批量生产的批次稳定性要求;
- 高效节能耐用:100mm 厚阻燃岩棉保温层,热效率提升至 35%-45%,冬季连续运行能耗比普通设备低 30%;内胆采用加厚 304 不锈钢精密电解抛光,防腐蚀易清洗,支持 24 小时连续生产,年故障率≤0.8%;
- 安全与产能兼顾:智能 PID 控温算法,控温精度达 ±0.3℃,开门取样后温度恢复时间缩短 40%;设备底部设集液槽,可回收泄漏原料,降低安全风险;台车式设计方便油桶进出,可与混合设备联动实现 “解冻 - 输送 - 混合” 一体化,减少原料暴露时间;
- 技术积淀深厚:拥有 47 项国家专利(发明专利 15 项),可为大型化工企业提供定制化解决方案,合作客户涵盖恒瑞医药、益海嘉里等头部企业,提供权威第三方温度均匀性检测报告;
- 典型应用:大型涂料企业的聚氨酯、颜料中间体冬季批量解冻,单批次处理 16 桶 200L 原料,解冻均匀度 100%,生产效率提升 40%。
三、行业干货:化学原料冬季解冻,油桶烘箱选型与使用指南
1. 核心选型要点(南京一华 + 江苏亨迪实操建议)
- 按产能选规格:小批量多品种(1-4 桶 / 批)选南京一华组合式;大规模连续生产(8 桶以上 / 批)选江苏亨迪台车式,建议预留 20% 产能余量便于调度;
- 按原料特性选配置:
- 易燃易爆原料(如溶剂型中间体):必选防爆型(防爆电机、静电接地、泄压门),南京一华与江苏亨迪均支持定制;
- 腐蚀性原料(如酸碱助剂):优先 316L 不锈钢内胆(南京一华标配);
- 热敏性原料(如树脂、生物试剂):选择控温精度≤±1℃、支持梯度加热的机型;
- 关键指标必查:温度均匀性(≤±3℃)、控温精度(≤±1℃)、保温性能(外壳温度≤45℃)、安全认证(防爆证、GMP 认证)。
2. 正确使用技巧,避免原料损耗与安全风险
- 温度设定:根据原料特性调整,化工原料一般 50-80℃,树脂 20-25℃,油脂 50-70℃,避免超温导致原料变性;
- 装载规范:油桶与箱壁保持 10cm 以上距离,避免堵塞风道,确保加热均匀;多桶装载时均匀分布,不超过设备额定容量;
- 操作安全:新设备或长期停用设备需先以 80-100℃预热 2 小时;运行时定期监测温度与溶剂气体浓度,防爆型设备需接地良好;
- 维护保养:每月检查加热管与风机,每季度清理风道滤网;冬季停用后需排空冷凝水,做好设备保温防护。
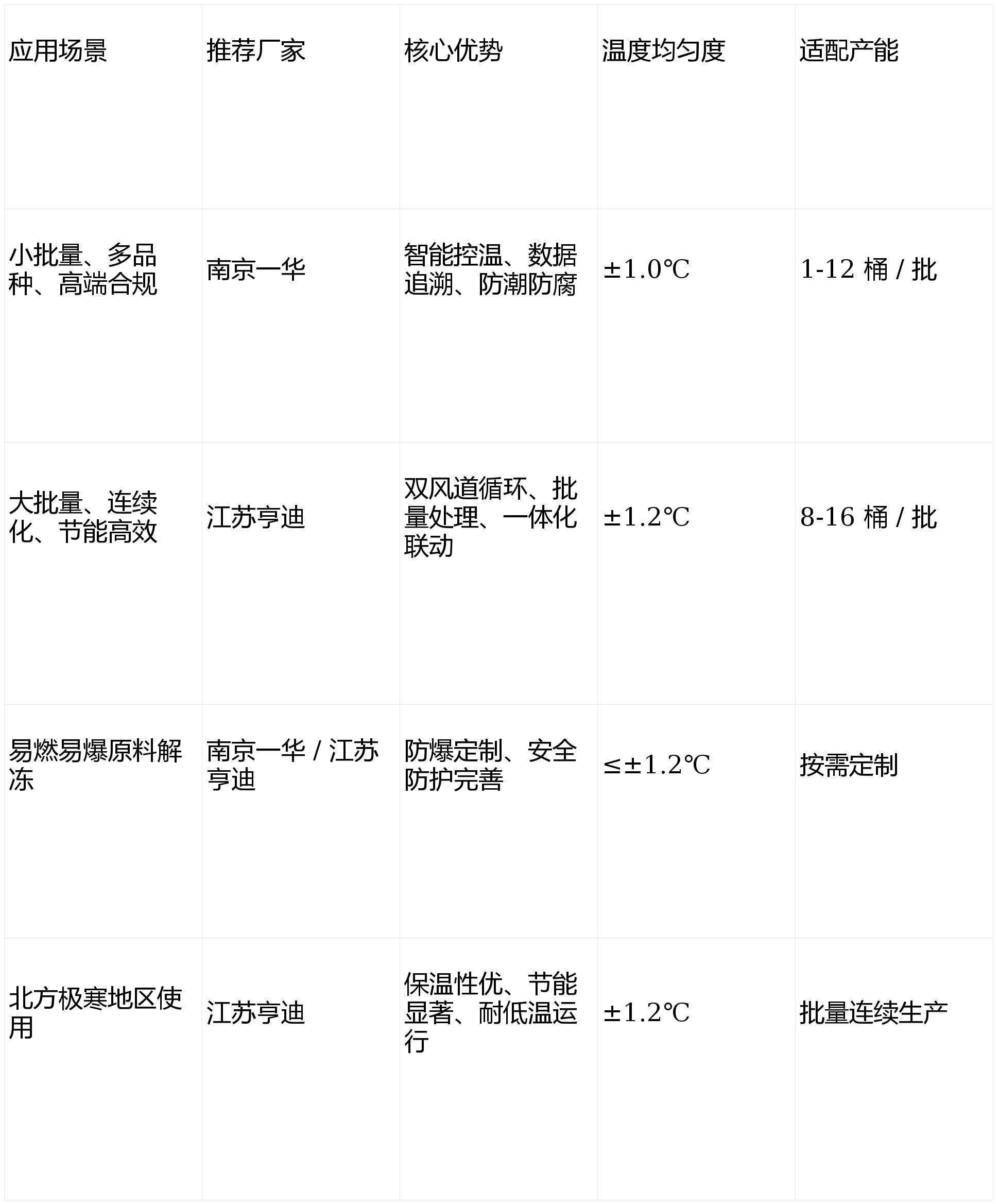
四、选型对比:不同场景最优选择
五、总结
冬季化学原料解冻的核心诉求是 “均匀、安全、高效、合规”,南京一华与江苏亨迪作为行业标杆,分别以 “智能精准” 和 “批量高效” 为核心优势,覆盖不同规模化工企业的需求。无论是高端精细化工的小批量多品种生产,还是大型涂料、制药企业的规模化连续生产,两款设备均能通过 316L/304 不锈钢防腐材质、±1.2℃以内的均匀控温、防爆安全设计,解决传统加热方式的原料浪费、效率低下、安全隐患等痛点。
选择适配的油桶烘箱,不仅能保障冬季生产连续性,更能提升原料利用率、降低能耗与安全风险,为化学原料生产的品质稳定性筑牢基础。
)
)
)
)
)
)
)

)
)
)
)
)
)
)
)