
俄亥俄州一家工厂曾斥资 38,400 美元💵升级顶配 3D 控制器,然而两周后,其 10 英尺折弯件却出现了 ±0.012″ 的精度漂移。问题并非出在软件,而是那台 1998 年的液压设备:比例阀老化、仅配置单侧光栅尺、机架结构刚性严重不足。品牌声誉与设备现实之间的巨大落差,正是这场失败改造的起点。
类似案例屡见不鲜:企业将预算集中于“绚丽的屏幕和繁杂的功能”,却无视了油路清洁度、导轨磨损率与回程一致性。结果,盲目升级反而放大了原有缺陷。
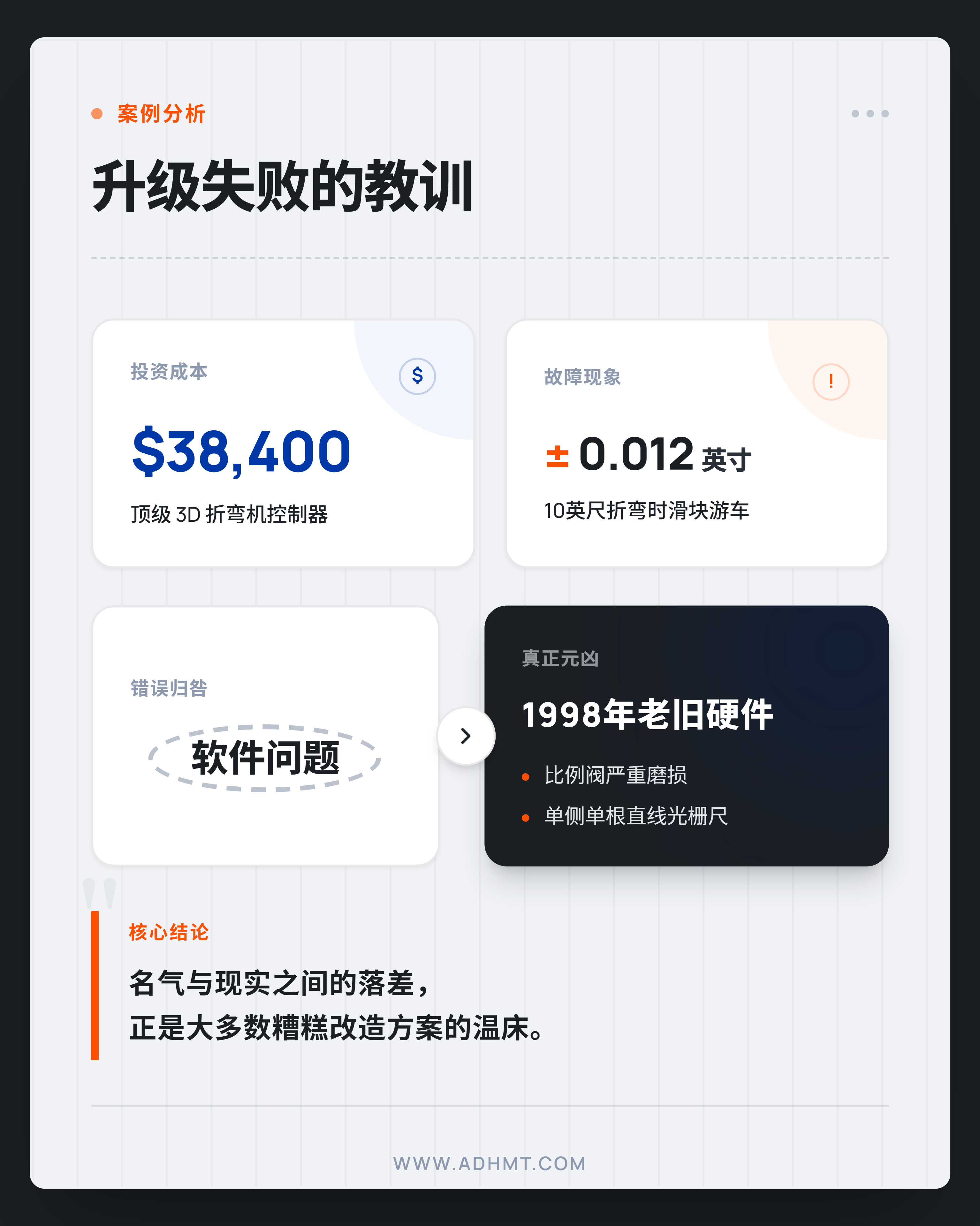 升级失败的教训
升级失败的教训
控制器绝非换上就能跑的“轮胎”,而是架设在既有液压系统、阀组、反馈装置与机架刚性之上的“变速箱”。高端 CNC 的默认运行前提是:极速的伺服响应、稳定的压力曲线、微米级的反馈精度以及低挠度的机架。
若底层硬件不达标,先进的控制器就会过度修正,陷入振荡式的“追误差”死循环。这看似是“软件脾气大”,实为底层架构失配。控制逻辑越先进,对基础物理条件的要求就越高;当系统不断尝试补偿机械缺陷时,补偿动作本身就会沦为新的误差源。
- 警示场景 1:高端 3D 系统搭配老旧电液比例设备(无双侧光栅尺)。结果:下死点出现 ±0.003″~±0.005″ 的剧烈波动。为求稳定,『工程师』必须大幅放宽 PID 参数,导致机器动作变慢,操作员反而抱怨“设备发飘”。
- 警示场景 2:将 5 轴控制器强行安装在 3 轴设备上。结果:屏幕上多余的轴长期处于灰显状态,操作层级被无意义加深,直接导致编程效率下降与培训成本攀升。
1)控制架构与动态匹配
- 伺服电动系统:采用直驱丝杠与高分辨率编码器,允许控制器调用更激进的控制参数,响应极具可预测性。
- 电液比例系统:油液具备可压缩性且阀体响应存在物理滞后,需要更“温和”的算法调校,且对油温变化高度敏感。
- 决策要点:控制器所“假设”的动态执行能力,必须与物理机型严丝合缝。否则,再庞大的参数库也毫无用武之地。
2)伺服/液压的物理界限
控制器无法违背油液的物理特性或改变阀的响应曲线。若液压系统的物理延迟高达 40–60 毫秒,再智能的算法也只能在滞后中被动“追赶”。长此以往,这种高频追赶会急剧增加密封件磨损与油温波动。
3)闭环反馈的分辨率
闭环系统主要衡量三点:响应时间、重复精度与反馈分辨率。若底层系统(如老旧的旋转编码器系统)只能分辨 0.0005″,就不可能靠软件稳定在 ±0.0002″。缺乏高精度光栅尺的双回路补偿,本质上是“分辨率错配”。
4)软件算法与调校空间
高端系统(如 Delem DA-66T 等)在电液同步、双 Y 轴独立控制方面性能卓越;但若加装在老旧液压机上,必须进行“降级调校”以防系统振荡。调校空间越深,对现场『工程师』的技术底蕴要求就越高。
 高端数控系统VS传统机床
高端数控系统VS传统机床
5)3D 功能的真实 ROI(投资回报率)
3D 仿真、离线编程与自动排序的落地前提是:
- 完善且持续更新的材料数据库。
- 精确的工装库与校准压补参数。
- 足够的物理独立轴数(如独立的 Z1/Z2 轴)。 若无上述支撑,18,500 美元💵的软件授权换来的仅仅是“精美的动画演示”。
- ROI 拐点:只有当零件复杂度导致试错废品与干涉频发,且硬件有能力执行优化路径时,3D 功能才能产生真正的经济回报。若生产瓶颈在于人工装夹或物料搬运,软件优化的意义微乎其微。
6)物理轴数与认知负荷
控制器支持的轴数应严格等同于“物理执行轴数”。过少会成为工艺瓶颈,过多则是操作员的认知负担,更会引入高昂的参数维护隐性成本。
7)操作员的实战赋能
运营的核心目标不是拔高“设备的功能上限”,而是降低“稳定生产的技能门槛”。若设备自身重复定位精度堪忧,再庞大的工艺数据库也无法替代资深技师的经验。对于车间而言,稳定可控的流程远比炫目的触控界面更有价值。
8)售后生态与停机成本
软件成熟度、固件稳定性、备件库深度与响应时效,直接决定了设备的停机成本。理论上的微小效率提升,绝对无法覆盖高达 185 美元💵/小时的紧急技术支持账单。选择本地拥有成熟服务网络的系统,远比盲目追求极限参数更务实。
9)复杂性带来的隐性成本
未被使用的复杂功能本身就是一种负债:更繁杂的菜单、更密集的参数、更高的误操作风险。系统越复杂,后续的版本升级与数据备份管理就越致命。
三、典型品牌取向(去营销化的客观认知)- Delem:极其适合高分辨率双闭环、电液或电动伺服架构的多轴复杂折弯。但在机械结构松散或低反馈精度的老旧设备上,极易出现“过度配置”的水土不服,高度依赖优良的机架刚性。
- ESA:在多轴联动与深度定制开发方面优势显著,是工程化程度极高的车间的利器;但若用于简单液压机,反而会徒增一线员工的培训负担。
- Cybelec:『操作界面』直观、底层稳定性极佳。在 3–4 轴的电液比例设备及大批量重复件生产中,其 ROI(投资回报)往往最为优异,且全生命周期维护成本极度可控。
- 核心原则:选择“暴露最少机械弱点”的系统,而非盲从“承诺最多功能”的系统。控制器的使命是放大设备优势,而非凸显底层短板。
- 低混合、固定少品种生产:3D 数据库几乎不具备战略投资价值。
- 高混合、千种件号、小批量生产:若通过 3D 离线编程能使每张工单节省 8–12 分钟的调试时间,并彻底消除干涉报废,其年度结余可轻松达到数千乃至上万美元💵。
- 大前提:机床物理轴数必须与软件仿真完全一致,否则工程端的优化根本无法在车间落地。且企业必须具备持续维护数据库的人才,否则软件优势将逐年衰减。
Step 1:锁定设备真实物理极限(先测数据,再看彩页)
明确记录:
- 驱动类型(液压/纯电)。
- 阀体类型(比例阀/伺服阀)。
- 是否标配双侧光栅尺。
- 实测连续 200 件的重复定位精度。
- 物理轴数及其独立运行能力。
- 必要时需记录油温大幅波动对精度的实际影响。
Step 2:分析零件结构与公差窗口
- 简单的 4 刀折弯支架?2D 控制器绰绰有余。
- 复杂的 7 刀箱体且干涉风险极高?必须引入 3D 仿真。
- 公差窗口严苛至 < ±0.002″?必须重新评估闭环分辨率与机架抗挠度能力。
Step 3:评估团队运维能力
- 车间是否有专职『工程师』维护材料与工装库?
- 夜班操作员能否在无技术支持下独立排故?
- 工厂是否建立了严格的参数备份与固件版本管理流程?
Step 4:量化投资回报(ROI)
以车间“最常生产的 5 种核心零件”为测算样本,精准量化:
- 单次换模/编程节省多少分钟?
- 首件试错报废率能下降几个百分点?
- 新增的培训成本与潜在停机成本是多少?
- 结论:用年度净节省金额对比总投资额,而非单纯对比采购合同价。
在签署采购合同前,请扪心自问: “遮住控制器的品牌 Logo,这套系统能否在未来 12 个月内,依托我现有的破旧机架和液压系统,切实降低我前五大核心零件的人工耗时或报废成本?”
如果答案缺乏严谨的数据支撑,那你的投资就是在“为希望买单”。
最终结论: 控制器本身绝不创造精度,它仅仅是机器物理极限与人类操作能力的管理者。 匹配设备的物理天花板、契合车间的真实工作流、适配现有团队的技术水平,才是唯一正确的升级逻辑。控制器的真正价值,在于让现有设备实现稳定、可预测且可复制的量产,而不是去盲目追逐参数表上那几个不切实际的极限数字。
行动建议: 先测量机器,量化工作流,最后再选控制器。忽略品牌徽标,回归物理常识与经济账本📒。任何脱离设备客观现实的盲目升级,都会在未来以无休止的维护与停机形式让你加倍偿还。数据先行,现金为王。
)
)
)
)
)
)
)
)
)

)
)
)
)
)
)