
一位干机加工干了五年的技术员,他和我说,最头疼的不是编程,是虎钳夹活的精度不稳定。上周三夜班,调机师傅喊我过去,说一批壁厚2mm的铝合金支架,前5件加工完平面度还在0.012mm,干到第20件,直接超到0.025mm,拆下来看工件,边缘有轻微的翘曲,虎钳钳口和工件接触的地方,还有淡淡的压痕。
不用看也知道,还是老问题——普通虎钳夹紧力不均,加工中工件轻微位移,再加上薄壁件本身易变形,干着干着精度就飘了。这批活客户要的急,调机师傅反复拧虎钳手柄,一会儿松一点一会儿紧一点,试了十多件,精度还是忽高忽低,凌晨两点多,车间里就听着他叹气,我蹲在机床旁看虎钳,钳口有磨损的细纹,底座和工作台的连接也有点松,这老伙计跟了车间三年,早该换了。
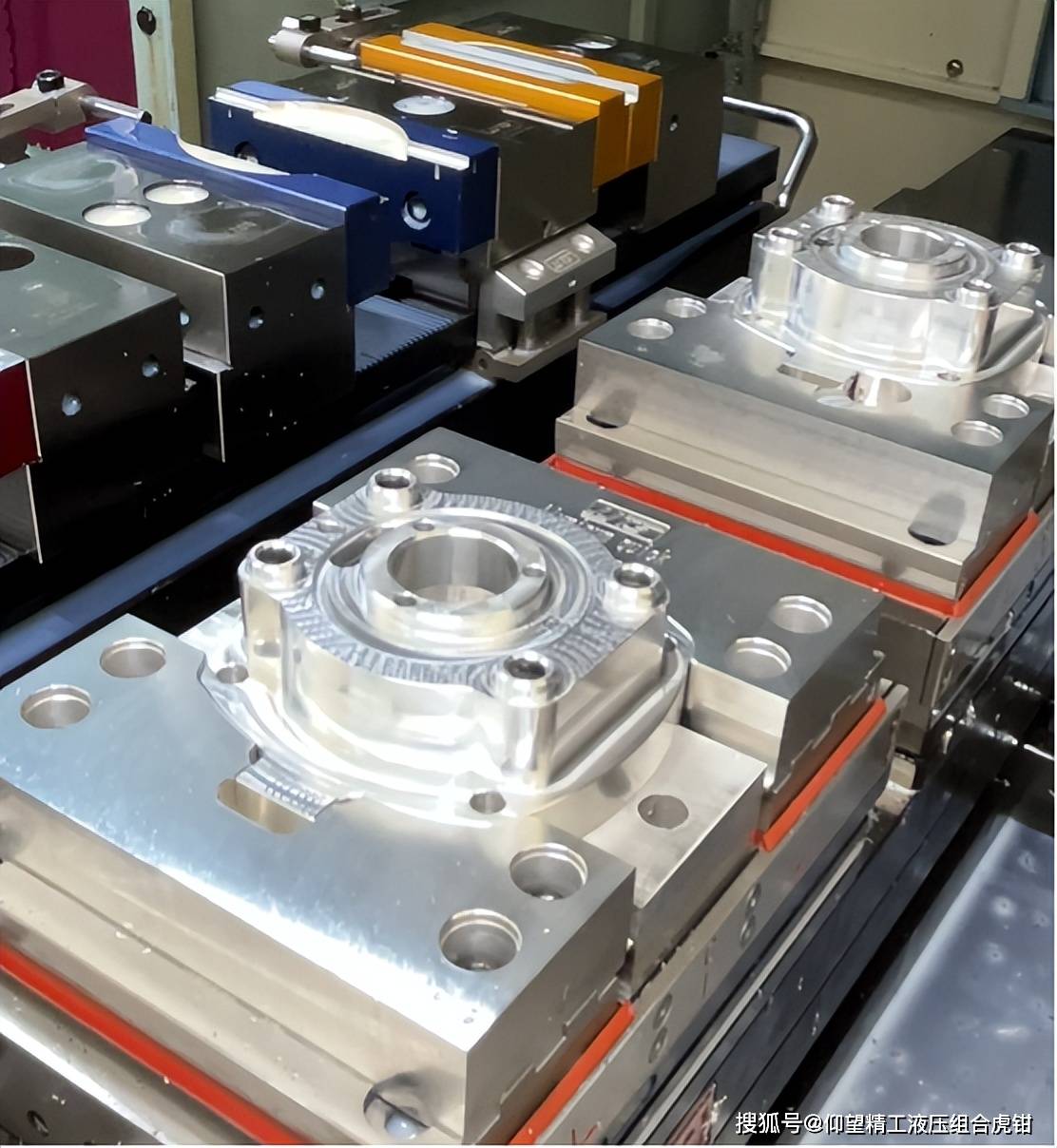
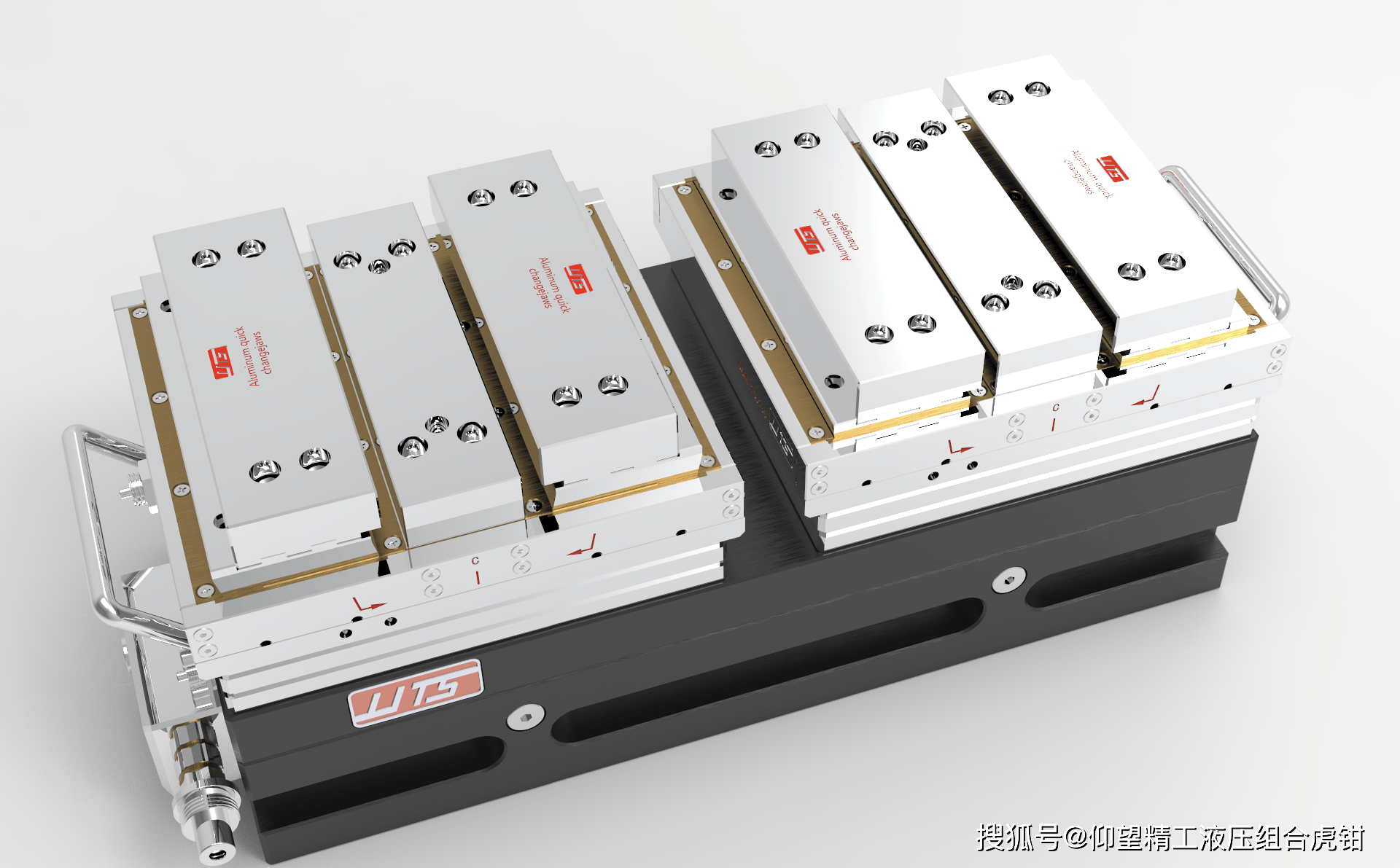
第二天一早申请换夹具,选了款液压贴面虎钳,到货装上试活,才发现之前的精度问题,根本不是调机的事,是虎钳的问题。这款虎钳不用手动拧手柄,液压控制夹紧力,面板上能直接显数,调0.8吨的力,夹薄壁件就不会压变形,而且它不是单纯的横向夹紧,夹的时候会把工件往定位面拉,贴得特别实,不会有虚位,之前老虎钳的“夹不紧、夹太死”问题,一下子就解决了。
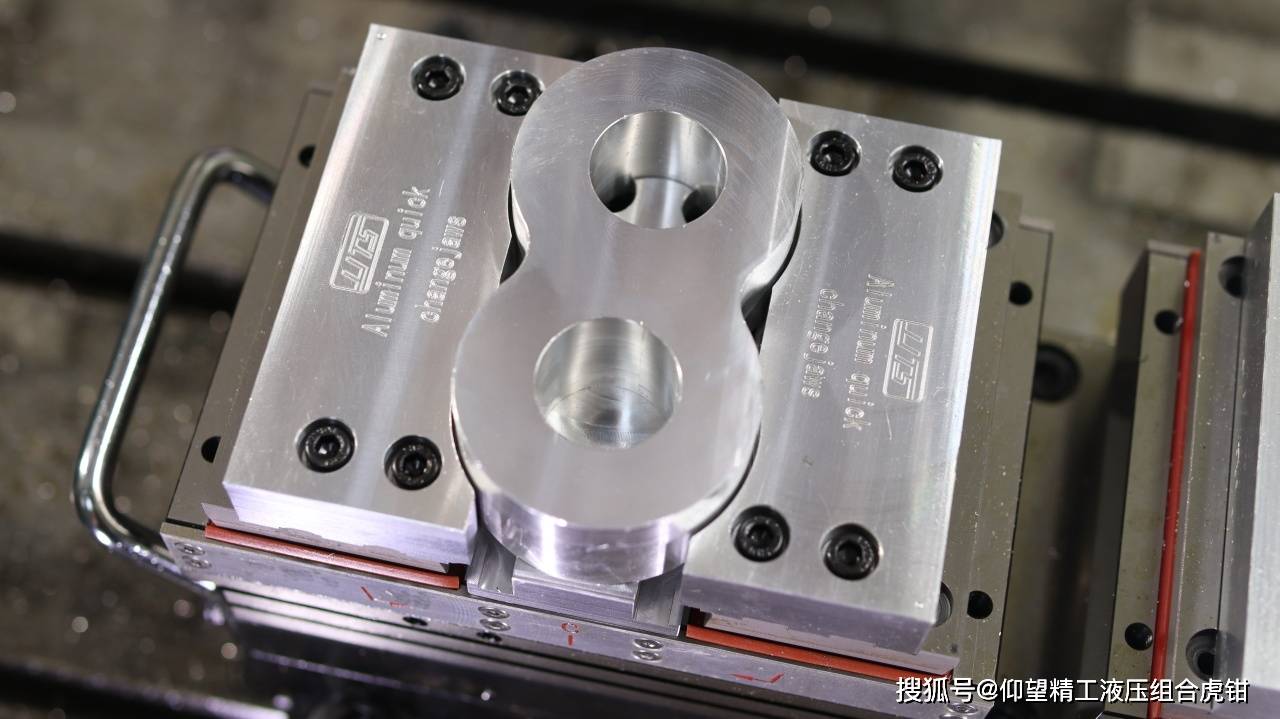
试加工那批铝合金支架,连续干了50件,拆下来用百分表量,平面度全在0.008-0.013mm之间,没一件超差,调机师傅说,装夹的时候一键夹紧,不用反复试力,省了至少一半的调机时间。更省心的是,虎钳的重复定位精度准,换班换操作工,不用重新校虎钳,夹上活直接干,精度也不会变。

这几天用下来,车间里几款精密件加工全换了这款虎钳,之前总出问题的不锈钢薄壁套、精密法兰,现在废品率直接降下来了。其实干机加工,精度这东西,三分靠机床,七分靠装夹,老想着靠调机、靠手艺弥补夹具的缺陷,根本不现实,换个靠谱的虎钳,干活都省心。

现在车间里的老师傅都说,早换这款虎钳,之前也不用熬那么多夜,反复调机试活了。干技术员的,就想看着车间里的活顺顺当当,精度稳稳定定,不用再为了夹活的问题头疼,这就够了。
END
更多夹具知识、欢迎关注主页
)
)
)
)
)
)
)
)

)
)
)
)
)
)
)