
在选夹具这件事上,我们一个客户踩过不少价格的坑,他说之前为了节省成本,买过几款便宜的普通夹具,结果用了没多久,就出现精度下降、故障频发的问题,加工出来的工件废品率高,还经常耽误生产,最后不仅没省钱,还多花了维修和配件钱,得不偿失。从那之后,他们选夹具再也不只看价格,而是注重夹具的核心指标,选对的不选便宜的,反而节省了不少成本

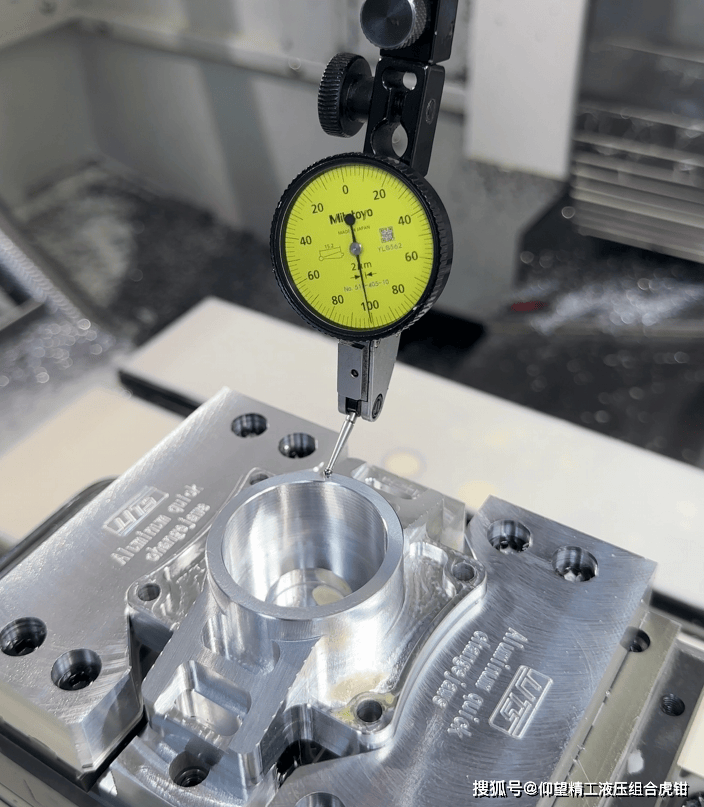
一、定位精度。定位精度是夹具的核心,直接决定了加工工件的精度,选夹具时,一定要看夹具的重复定位精度,对于精密加工来说,重复定位精度至少要在0.01mm以内,薄壁件、高精度零件加工,要求更高,要在0.008mm以内。便宜的夹具,定位面加工粗糙,卡爪精度低,重复定位精度差,加工出来的工件精度波动大,废品率高。
二、夹紧力稳定性。夹具的夹紧力要稳定,不能忽大忽小,尤其是液压夹具,要看液压系统的控制精度,夹紧力的波动误差最好控制在±2%以内。夹紧力不稳定,会导致工件要么变形,要么打滑,不仅影响加工精度,还可能引发安全事故。便宜的液压夹具,液压阀和压力表的精度低,夹紧力控制不准,很容易出问题。

三、耐磨性。夹具的卡爪、定位面、导轨这些易磨损部位,要看材质和处理工艺,最好是采用高强度合金钢材质,经过淬火、氮化等热处理,或者做硬质合金涂层,耐磨性好的夹具,使用寿命长,精度保持性好,不用频繁更换配件。便宜的夹具,易磨损部位用的是普通钢材,没有特殊处理,用不了多久就会磨损,导致精度下降。
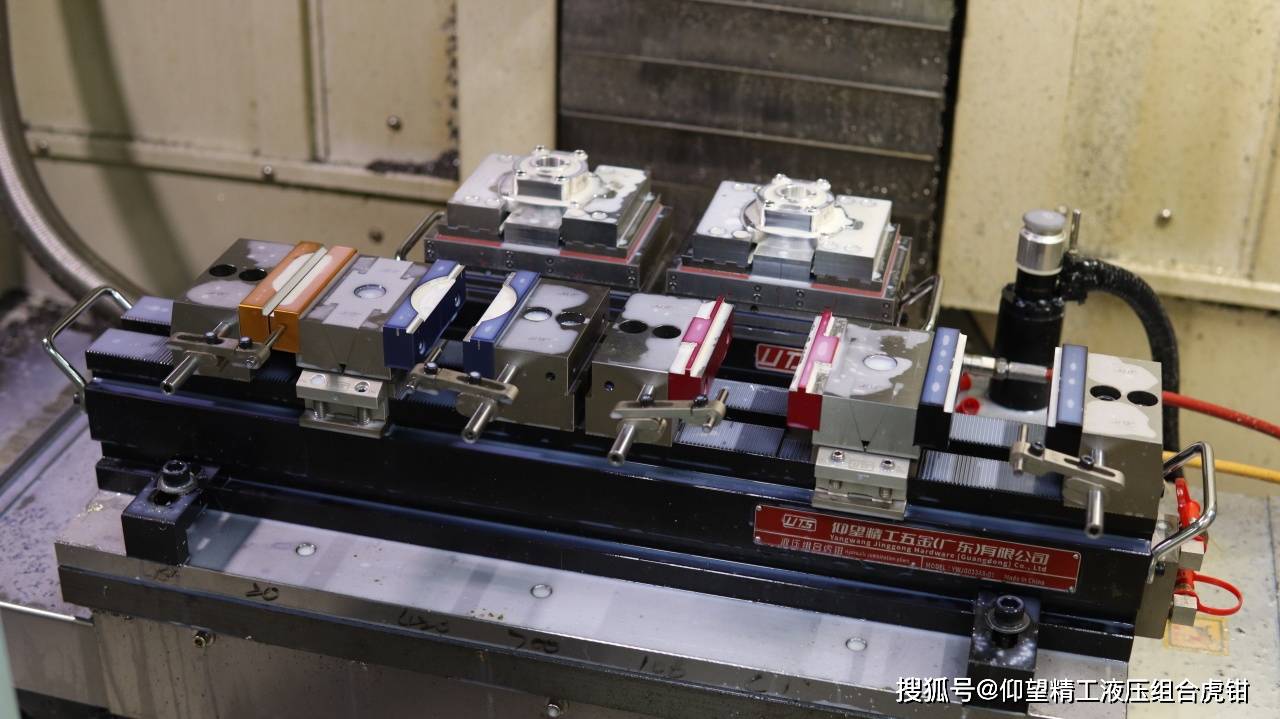
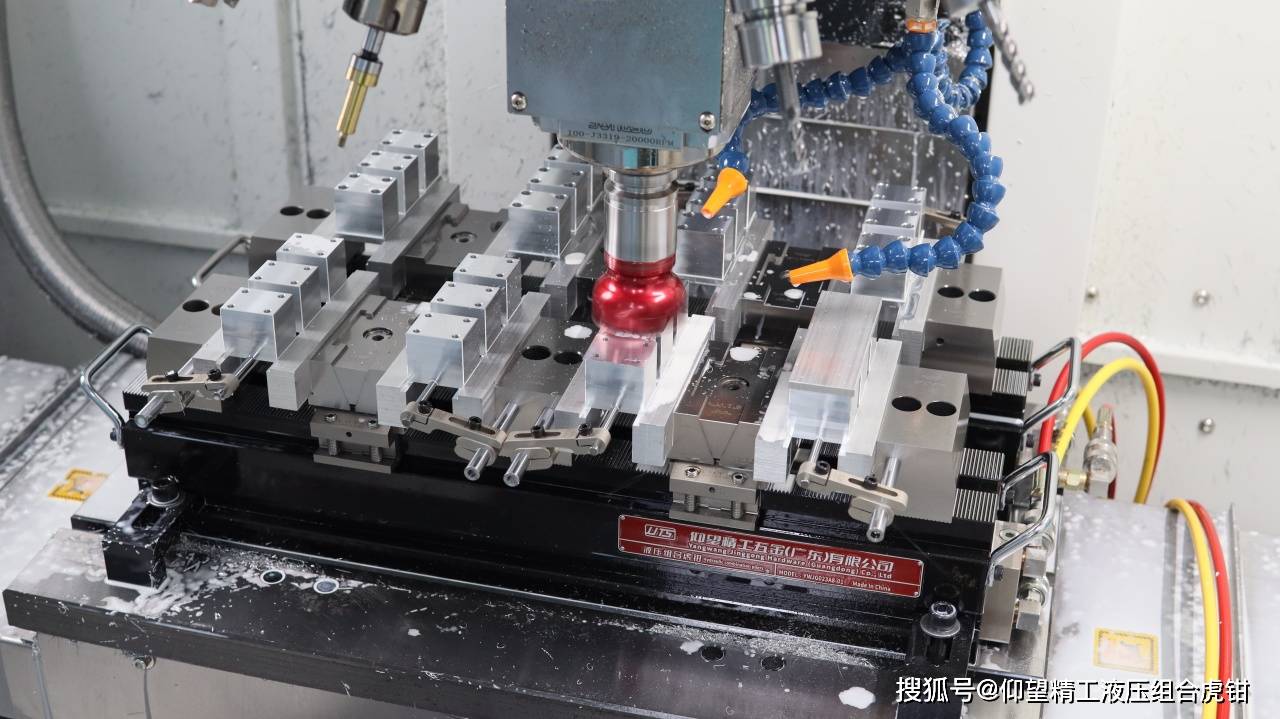
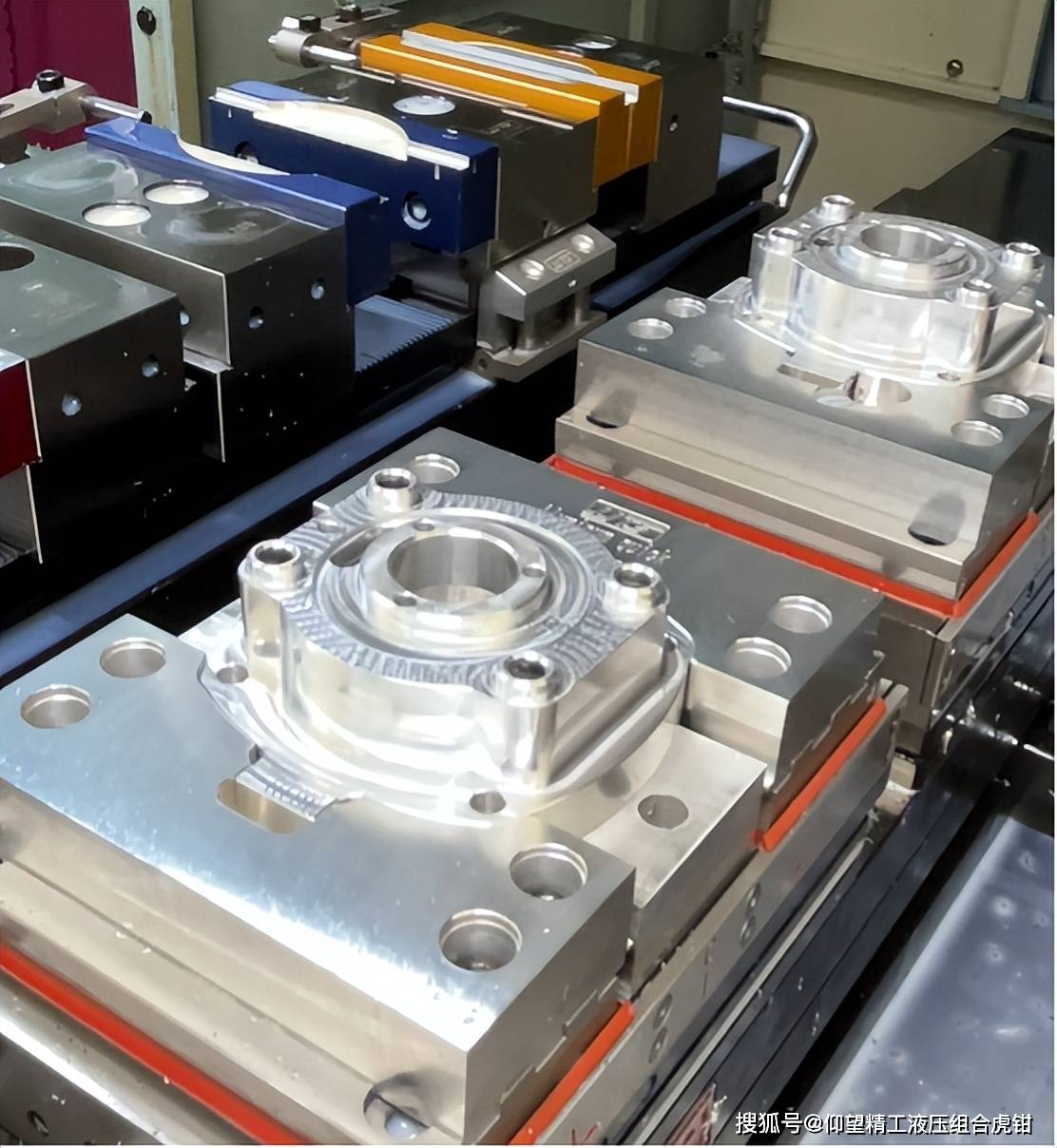
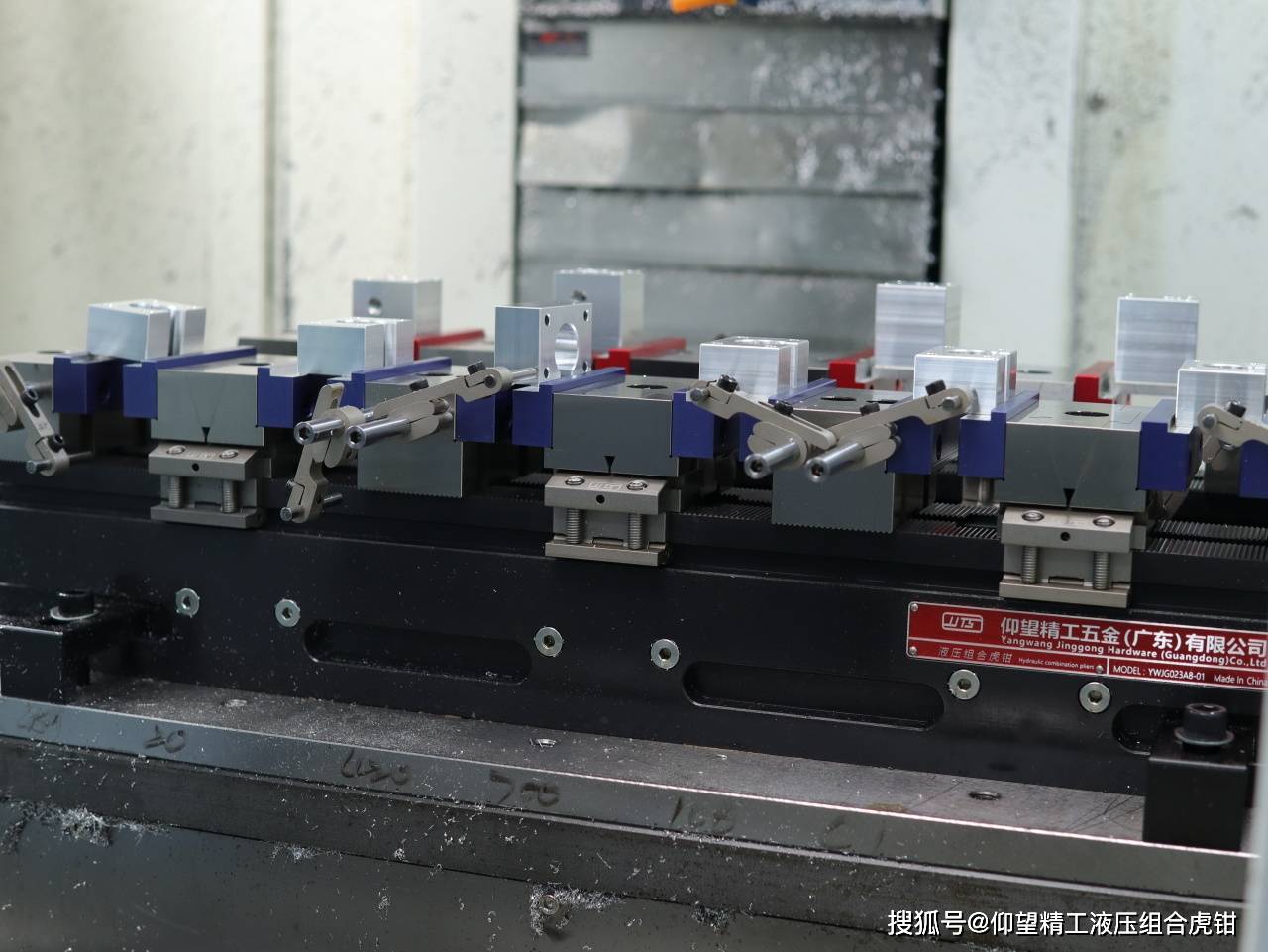
四、适配性。选夹具要结合车间的加工需求,看夹具是否适配加工的工件类型、机床类型和生产模式,比如薄壁件加工,要选有斜面后拉设计的液压贴面对心虎钳;批量加工小型精密件,要选多工位的液压矩阵夹具;多品种小批量生产,要选模块化设计的液压组合虎钳。适配的夹具,能提升加工效率,保证加工精度。

选夹具看似是小事,实则是影响加工生产的大事,别为了节省一点采购成本,选便宜的劣质夹具,一定要注重定位精度、夹紧力稳定性、耐磨性、适配性和维护便捷性这些核心指标,选一款适配车间加工需求的高品质夹具,才能保证加工精度,提升生产效率,真正做到省钱又省心。
-END-
)
)
)
)
)



)
)
)
)
)

)
)